Bizonyosan minden kedves olvasónk hallott már a TIG-hegesztett kerékpárvázakról, most lehetőségeimhez mérten elmesélem mit is jelent ez, hogy a legközelebbi hegesztő kongresszusra csillogó szemekkel jöhessen a díszes hegeszteni vágyó nagyközönség. Látni fogjuk, nem nagy ördöngősség, természetesen itt is a gyakorlat a legfontosabb tényező.
A következő rövidítésekkel illetik eme technológiát, mind nagyjából ugyanazt fedi:
TIG = Tungsten Inert Gas (Volfrám - Semleges Gáz)
GTAW = Gas Tungsten Arc Welding (Védőgázas volfrámelektródás ívhegesztés)
AWI = Argonvédőgázas Volfrámelektródás Ívhegesztés
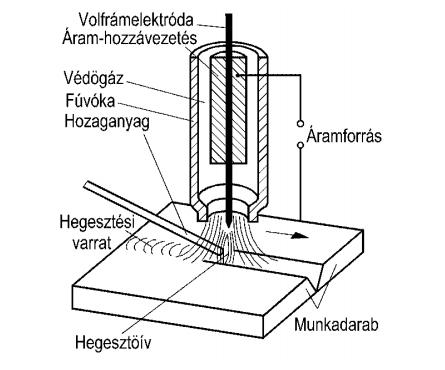
A hegesztéshez szükséges hőt előállító ív tehát a munkadarab és egy volfrám elektróda közt ég, mely utóbbi elméletileg nem ég le, hanem egy kb 10 cm-es pálca formájában végig a hegesztőpisztolyban áll. Az ívet védeni kell többek közt a levegőtől (ezért is találhatunk a pálcás kézi ívhegesztés elektródáján bevonatot), az AWI-hegesztésnél ezt palackból betáplált (semleges) argon gáz műveli, segítségével könnyebb az ívgyújtás és ívtartás, bár nélküle sem lehetetlen.
A hegesztőanyagot kívülről, bal kézzel adagoljuk az ömledékbe. A hegesztőanyag egy 1 méteres pálca, amely természetesen a munkadarabhoz hasonló (ált. ötvözött) anyagból van. A hegesztendő cumót először felhevítjük a jobb kézben tartott pisztoly ívével, közben a pálcát is közelben tartjuk bal kézzel, hogy kellő hőmérsékleten és kellő időben tudjuk az ömledékfürdőbe mártani. Így haladunk cseppenként jobbra.
Bármilyen anyag hegeszthető az eljárással, többnyire színes- és könnyűfémek, valamint erősen ötvözött acélok hegesztésére használják, egyébként - mivel a heganyagot kézzel, cseppenként kell hozzáadni - nem gazdaságos ipari méretekben. Előnye viszont, hogy jól beállított paraméterek mellett nem fröcsköl, stabil ívet ad, emellett kiváló mechanikai tulajdonságokat biztosít.
Mára zárul mókatáram, ha valamit kihagytam vagy van kérdés csak tessék.